Remanufacture of two 1370 Lower Propel Cam Frames involves removing the damaged material, machining weld faces, machining a compatible forged insert, pre-heat, welding heavy sections, stress relief, machining and straightening. And all in a cost efficient manner! This project completed on time and on budget.
J&S Engineering has 30 years’ experience in the manufacture of Blast Hole Drill Pipe and Consumables. Over this time J&S have developed significant experience and understanding of the management, performance and maintenance of the drill string and consumables.
It became obvious that the long held practice of welding Top Subs to High Tensile steel Bull Shafts, and in close proximity to the Gear Box, was not a desirable practice. Introducing heat into the shaft can initiate cracking, and the associated heat transfer through the shaft into the gear box can cause premature failure of bearings and seals. Another source of ‘hot work’ on the Drill String is the tradition of welding the Saver Sub onto the Top Sub.
The costs and delays associated with gaining ‘hot work’ permits for field work reduce drill time and increases production costs.
J&S Engineers set about to ‘manage out’ the process of welding any components onto the Drill String.
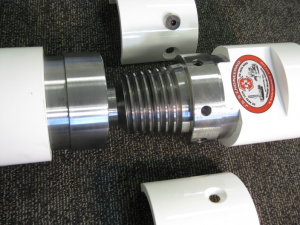
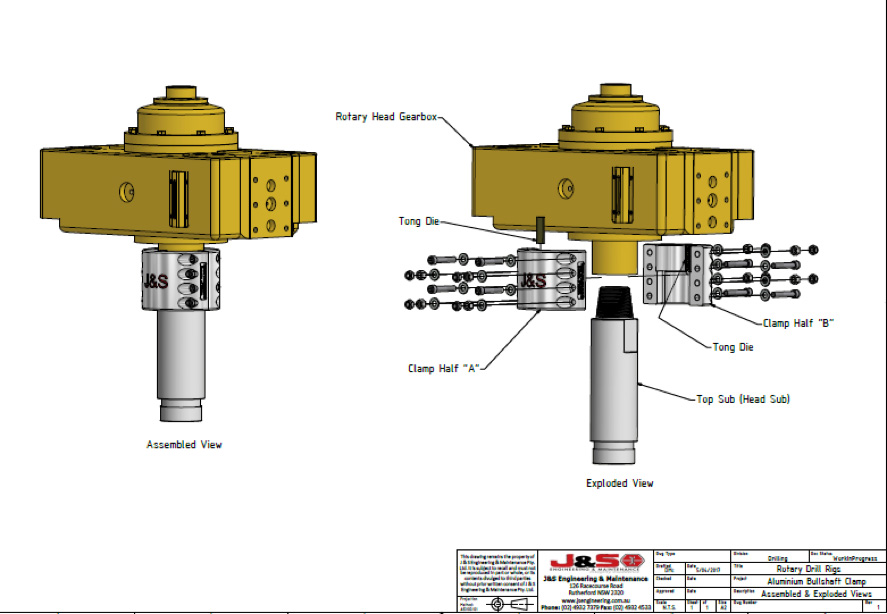
A number of solutions were created, designed and manufactured. These include ‘Alloy Bull Shaft Clamp’, the ‘Extended Bull Shaft’ with Bolt-on locking arrangement and the J&S patented ‘Bolt-on Saver Sub’.
The Alloy Bull Shaft Clamp is an engineered high strength light weight clamp designed to secure the Top Sub to the Bull Shaft through mechanical clamping resulting in no welding and no hot work.
An alternative measure is to replace the OEM Bull Shaft with a J&S designed Extended Bull Shaft incorporating the J&S Bolt-on locking arrangement.
The final cause for ‘hot work’ is joining of the Saver Sub to the Top Sub. Again J&S designed a mechanical solution via our Bolt-on Saver Sub which removes the need for traditional welding.
These three solutions have been utilised in the field over many years with outstanding results, and today most sites in the Hunter Valley have adopted these solutions. J&S Drill Consumable solutions are now gaining traction in Queensland.
J&S Extended Bull Shaft in storage ready for despatch
https://jsengineering.com.au/wp-content/uploads/2017/03/js-logo-2017.jpg00General Adminhttps://jsengineering.com.au/wp-content/uploads/2017/03/js-logo-2017.jpgGeneral Admin2018-04-04 06:02:282018-04-04 06:02:28Remove Hot Work on the Drill String through J&S Innovation
Reclaiming bores on large mining equipment is critical to ensure reliability and availability of a remanufactured component and involves cleaning up damaged bores, critical welding to re-establish metal quality and thickness, and then line boring prior to fitting new bushes. This is a time consuming process and difficult to get right. J&S Engineering continues to optimise repair processes to ensure both quality and efficiency are delivered.
Our most recent innovation is to utilise our large Soraluce Travelling Column (STC) to machine bores after welding using the unique interpolation capability of the STC. This approach renders portable line boring equipment obsolete when components are able to be repaired off-site.
The use of the STC on our most recent example of an excavator bucket modification has delivered a 2 day time saving.
This unique approach to reclaiming bores shifts the cost benefit equation in favour of ‘Off-Site Repair’ as opposed to ‘On-Site Repair’ in terms of quality and efficiency. Controlling critical welding of bores cannot be understated, controlling welding parameters including consumables and temperature underpins quality and smart machining dictates efficiency.
Deliverables are:
1. Controlled welding and pre-heat
2. Fast and accurate machining, removing 4 shifts of portable line boring
3. J&S Engineering achieves ‘lowest total cost of ownership’ solution.
J&S Engineering has been re-manufacturing and upgrading Equaliser Bars for more than 30 years. Over this time, we have developed robust procedures and operating practices to deliver ‘best of breed’ outcomes for customers delivering trouble free operations between overhauls.
Observations gathered over recent time continue to indicate that not all repairers have the necessary experience and protocols to deliver reliable products.
Our most recent example highlights a number of issues that ultimately lead to failures in the field and reduced operating life:
Strong backs poorly fitted to the body and material thickness undersize.
Fillet Welds undersize and poor quality
No stress relieving of welds or inadequate stress relieving
Bores not reclaimed properly or effectively
Poor final machining
The outcome of these shortfalls includes:
Fatigue cracking and failure of structural components
Reclaimed bores delaminating
Poor seal contact in the bore allowing the seal to walk out. The user often has to weld washers on the face of the equaliser to hold the seal in place however this practise induces cracking in the bar.
J&S Engineering integrated re-manufacturing services ensures these types of issues are prevented making Equaliser Bars go the distance and on-going overhaul costs are minimised through less re-work. An Equaliser Bar refurbished at J&S will have bores machined to OEM spec, if any welding was required the bar has been correctly stress relieved, the bar has been MPI and UTS inspected and passed by a third party approved company so quality is assured.
Strong backs poorly fitted to the body and material thickness undersize. Fillet Welds undersize and poor quality
Inadequate bore reclamation and poor machining
Post Stress Relieving after bores reclaimed at J&S Engineering facility Rutherford.
J&S Engineering remanufactured Equaliser Bars ready for despatch
J&S Engineering, with more than 30 years’ experience in Heavy Engineering and Mining, has built an enviable reputation for Off-Site Repair and Re-Manufacturing of Large Complex componentry. Recently J&S Engineering were successful in open tender to refurbish a CAT 6090 Face Shovel stick.
The scope of works was to remove sections of the top and bottom chords and repair significant cracking in the front casting. This style of work is well suited to the qualified boilermakers employed at J&S Engineering who have all been qualified to AS2980. The range of complex geometrical shapes required in the top and bottom cord created a difficult and challenging project. J&S Engineering has developed numerous qualified welding procedures and operating practices to ensure the refurbishment is a success in terms of quality and delivery timelines.
With a demonstrated history across multiple sites, customers and machinery, J&S Engineering is recognised as the ‘go to people’ for Excavator Boom and Stick refurbishments.